POSSIBLE CAUSES AND REMEDIES
- Internal leakage
- Strip and inspect piston head & tube.
- Remove the piston and check the seals (static and dynamic).
- Hydraulic pump failure
- Check pump & valves.
- Valve settings incorrect
- Check and correct the problem.

POSSIBLE CAUSES AND REMEDIES
POSSIBLE CAUSES AND REMEDIES
POSSIBLE CAUSES AND REMEDIES
POSSIBLE CAUSES AND REMEDIES
.
POSSIBLE CAUSES AND REMEDIES
POSSIBLE CAUSES AND REMEDIES
POSSIBLE CAUSES AND REMEDIES
POSSIBLE CAUSES AND REMEDIES
POSSIBLE CAUSES AND REMEDIES
POSSIBLE CAUSES AND REMEDIES

POSSIBLE CAUSES AND REMEDIES
POSSIBLE CAUSES AND REMEDIES
POSSIBLE CAUSES AND REMEDIES
POSSIBLE CAUSES AND REMEDIES
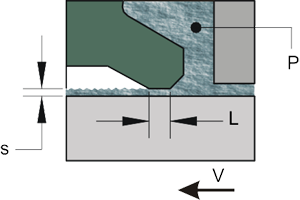 In certain situations, the thin film of fluid (see ‘s’ in the figure), that there should be between the seal and the metal wall, will interrupt bringing items to a direct contact. This lack of lubrication between the seal and the metal wall gives rise to rapid wear and irregular and noisy movement in jargon called “stick-slip”.
In certain situations, the thin film of fluid (see ‘s’ in the figure), that there should be between the seal and the metal wall, will interrupt bringing items to a direct contact. This lack of lubrication between the seal and the metal wall gives rise to rapid wear and irregular and noisy movement in jargon called “stick-slip”.
POSSIBLE CAUSES AND REMEDIES
POSSIBLE CAUSES AND REMEDIES
POSSIBLE CAUSES AND REMEDIES
POSSIBILI CAUSE E RELATIVI RIMEDI
