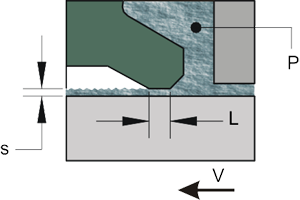
 In determinate situazioni il leggero film di fluido (vedi ‘s’ nella figura) che ci dovrebbe essere fra la guarnizione e la parete metallica si interrompre portando gli elementi ad un contatto diretto. Questa assenza di lubrificazione fra la guarnizione e la parete metallica dà origine ad una rapida usura ed a un movimento irregolare e rumoroso chiamato in gergo “Stick-Slip”. POSSIBILI CAUSE E RELATIVI RIMEDI
In determinate situazioni il leggero film di fluido (vedi ‘s’ nella figura) che ci dovrebbe essere fra la guarnizione e la parete metallica si interrompre portando gli elementi ad un contatto diretto. Questa assenza di lubrificazione fra la guarnizione e la parete metallica dà origine ad una rapida usura ed a un movimento irregolare e rumoroso chiamato in gergo “Stick-Slip”. POSSIBILI CAUSE E RELATIVI RIMEDI
- Bassa velocità (generalmente < 0.05 m/s)
- Se non è possibile aumentare la velocità, utilizzare guarnizioni con profili più ‘sgolati’ e/o con materiali a basso attrito (es.: PTFE).
- Guarnizioni troppo precaricate (di tipo compatte o semicompatte)
- Utilizzare guarnizioni con profili più ‘sgolati’.
- Utilizzare guarnizioni con materiali a basso attrito (es.: PTFE).
- Utilizzare guarnizioni con materiali più teneri.
- Bassa viscosità del fluido
- Cambiare il fluido con uno a viscosità maggiore.
- Alta temperatura
- L’alta temperatura riduce la viscosità del fluido (vedi punto precedente). Se non è possibile ridurre la temperatura, utilizzare guarnizioni con profili più ‘sgolati’ e/o con materiali a basso attrito (es.: PTFE).
- Alta pressione
- L’alta pressione aumenta la forza di spinta sul labbro di tenuta favorendo l’interruzione del film di fluido. Se non è possibile ridurla, utilizzare una guarnizione meno sensibile alle variazioni di pressione e/o con un materiale a basso attrito (PTFE).
- Tolleranze sulle guide troppo strette che causa impuntamenti dello stelo-pistone
- In questo caso l’impedimento è di tipo meccanico e va risolto in tal senso
- Finitura superficiale scadente
- Migliorare la superficie di scorrimento
- Intrappolamento o aspirazione d’aria




