
General info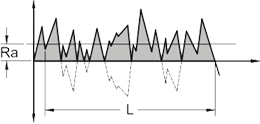
The texture of a surface against which a seal rubs has a significant effect on friction, wear and seal life. Texture in this contest refers both to surface roughness and to the pattern of these irregularities. The former is capable of sampling measurement.
Pattern can only be described empirically.
The standard method of measuring roughness is by an average value of the profile variation from a centre line over a reference length (L).
This is known as Centre Line Average (CLA), now commonly expressed as Ra (µm).
Surface roughness may also be expressed in terms of maximum roughness, depth or the distance between the peak and the base line measurement over the sampling length.
Maximum roughness is designed Rt and is measured in the same units as Ra. Both values can be significant in determining the optimum surface finish required for use with seal.
Recommended surface finishes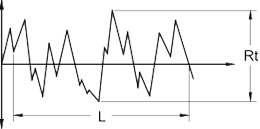
The aim of all types of surface finishing is to provide a surface which causes the least wear to the seal.
Rod seals, which seal against moving surfaces, can be damaged by fine abrasive particles which may adhere to a rough surface. Rods should, therefore, have a low surface roughness value, and a surface similar to the hard chrome and a resistance to corrosion. The ideal surface roughness lies somewhere around 0.3 µm (Ra) or 2.3 µm (Rt).
Piston seals, which seal against the inner surface of a cylinder, are not subjected to the same extent to the action of abrasive dirt particles entering from the atmosphere, and can, therefore, tolerate a rougher surface. The ideal surface roughness value lies around 0.5 µm (Ra) or 3.7 µm (Rt).
The operating pressure must also be taken into account when evaluating surface properties. At higher operating pressure, the oil film between the seal and the sealing surface is thinner, and the friction is greater. Under such conditions of operation a surface quality which approaches the lower values given should be chosen.
The surface in the seal housing, where the seal is static, should have a surface quality of about 1 µm (Ra) or 7 µm (Rt).
Finishes from machining processes
Both the roughness and pattern of the surface finish produced can vary widely with different machining processes. The following gives typical values likely achieved with different processes (but can also be variable depending on the quality of the machine tool and the material being processed).
As an example, optimum seal life with a hydraulic piston rod seal is given when the rod is circular ground (or roller burnished) to a surface finish of better than 0.2 µm (Ra).
| PROCESS | SURFACE FINISH Ra [µm] |
| planing | 1.5 ÷ 12.5 |
| shaping | 1.5 ÷ 12.5 |
| milling | 0.9 ÷ 6.25 |
| broaching | 0.9 ÷ 3.00 |
| reaming | 0.9 ÷ 3.00 |
| boring | 0.5 ÷ 6.25 |
| turning | 0.5 ÷ 6.25 |
| Diamond bored and turned | 0.25 ÷ 0.5 |
| grinding | 0.125 ÷ 1.75 |
| honing | 0.125 ÷ 1.625 |
| buffing, burnishing | 0.125 ÷ 0.5 |
| lapping | 0.05 ÷ 0.5 |
| polishing | 0.05 ÷ 0.5 |
| super finishing | 0.025 ÷ 0.25 |