


The friction between a dynamic seal and the sealing surface depends on a number of factors such as seal design and material, fluid, pressure, temperature, rubbing speed and surface finish. The frictional load resulting may not be significant in many applications (except in pneumatic cylinders where minimum friction is desirable for optimum performance), but friction itself can be harmful in generating heat which can cause degradation to the seal material and lubricant film and/or increase leakage by lowering viscosity. Degradation is more significant since this can yield abrasive products further contributing to friction and wear.
Seal performance in this respect is difficult to analyse in general terms since a number of empirical factors are involved, specific to the design of seal. However, as a basis, friction is obviously proportional to the pressure, although the co-efficient of friction involved may change with speed, temperature, material and surface finish.
Seal friction = K • μ • (Pe)2 • V • A
where
- K = empirical factor specific to the design of seal installed and working under design conditions
- μ = coefficient of friction
- Pe = equivalent pressure equal to the interference pressure plus the fluid pressure
- V = speed
- A = surface seal face contact ( ≈ π • Diamater • RadialSection)
- Specific values of K factor are difficult to obtain unless evaluated on empirical lines or on the basis of comparative data. This formula can only be used directly to investigate possible differences in performance and friction on compression seals of the same type and material, but different size.
Friction coefficient “μ”
The dry friction of typical seal materials rubbing on a smooth, dry seal surface may be anything from μ=0.4÷1. For lubricated surfaces the range is much lower, for example, μ=0.02÷0.10. This is particularly true in the case of elastomers. Fabric materials and impregnated fabrics show similar values of “μ” but usually with less variation, for example μ=0.04÷0.08 for lubricated conditions.
In general, the harder the material the higher the friction, and the softer the material the lower the friction, although this only holds good at low pressure.
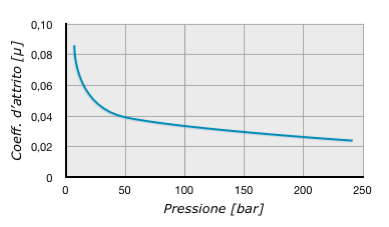
The coefficient of friction “μ” is also a function of pressure, although the actual relationship is not clearly established. Basically friction will be highest at low pressure, with a minimum value achieved at some high pressures (see figure).
The variation of friction with pressure is also dependent on the surface finish, and particularly the production method in the case of cylinders and piston seals. The more rapid increase in friction with increasing working pressure is marked with the rougher surface and texture of a cold hammered finish, compared with honed or burnished tubes.
Conventional cylinder finishes are produced by honing, resulting in a precisely controlled surface, having a average roughness of between 0.25 μmm and 0.625 μmm. The biggest problem for the seal designer, however, has been caused by the recent tendency to use hydraulic cylinders produced directly from an “as-drawn” tube, without subsequent finishing treatment.
Friction and speed
The variation of friction with rubbing speed is more clearly defined and follows three stages (see figure):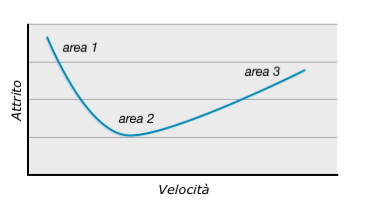
- static friction (direct contact between seal and dynamic surface)
- mixed friction (a mixed dry and liquid friction)
- liquid friction (a lubrication film of fluid between seal and dynamic surface)
At start up, the friction is high because it must get over the static friction coefficient [area 1].
Then, when the speed increases, a film of fluid interposes between seal and dynamic surface reducing the touching surface and thus the friction [area 2].
With a further speed rise the touching surface disappears and the friction, due to the shearing stresses of the fluid, increases [area 3].