


Informazioni generali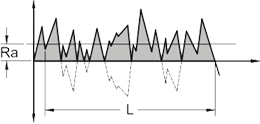
La finitura della superficie sulla quale lavora la guarnizione ha effetti significativi sull’attrito, sull’usura e, quindi, sulla vita della guarnizione stessa.
Col termine finitura ci si riferisce sia forma che alle dimensioni delle irregolarità. La forma si può descrivere solo empiricamente.
La rugosità media, denominata Ra e misurata in µm, viene calcolata come il valore medio delle variazioni del profilo rispetto alla sua linea mediana, calcolata per una determinata lunghezza di riferimento (L).
La rugosità superficiale può anche essere espressa in termini di rugosità massima, definita come la distanza tra il picco massimo delle irregolarità e la gola più profonda sulla stessa lunghezza di riferimento.
La rugosità massima è designata come Rt e si misura con la stessa unità di misura della Ra. Entrambi i valori sono significativi nel determinare il grado di finitura superficiale ideale richiesto per l’uso di un certo tipo di guarnizione.
Finitura superficiale raccomandata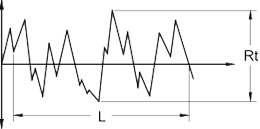
Lo scopo di una buona finitura è quello di ottenere una superficie che causi meno usura possibile alla guarnizione.
Le guarnizioni per steli, che fanno tenuta su superfici in movimento, possono essere danneggiate da finissime particelle abrasive che possono aderire alla superficie se questa è grezza. Gli steli dovrebbero avere pertanto una superficie con un basso valore di rugosità, simile alle superfici cromate, ed essere resistenti alla corrosione. La rugosità ideale per la superficie di uno stelo dovrebbe avere valori simili a 0.3 µm (Ra) e 2.3 µm (Rt).
Le guarnizioni per pistone, che fanno tenuta sulla superficie interna del cilindro, non sono soggette all’azione di particelle abrasive che provengono dall’esterno e possono quindi tollerare superfici più ruvide. In questi casi la rugosità superficiale raccomandata dovrebbe avere valori intorno a 0.5 µm (Ra) e a 3.7 µm (Rt).
La pressione d’esercizio dovrebbe essere sempre tenuta in considerazione nella valutazione delle proprietà della superficie. A pressioni di servizio elevate infatti, il film d’olio tra la guarnizione e la superficie di tenuta è molto sottile e l’attrito è perciò elevato. In queste condizioni di lavoro è opportuno scegliere una finitura superficiale con bassa rugosità.
Per una tenuta statica, le superfici dove lavora la guarnizione dovrebbe avere una finitura intorno ai 1 µm (Ra) e ai 7 µm (Rt).
Gradi di finitura delle diverse lavorazioni
Sia la rugosità che la forma della superficie finita possono variare enormemente a seconda del processo di lavorazione. La seguente tabella indica i valori tipici ottenibili da alcune tra le più comuni lavorazioni sui materiali metallici, anche se questi valori possono mutare in funzione della qualità della macchina utensile e del materiale lavorato.
| PROCESSO | RUGOSITÀ SUPERF. [µm] |
| piallatura | 1.5 ÷ 12.5 |
| limatura | 1.5 ÷ 12.5 |
| fresatura | 0.9 ÷ 6.25 |
| brocciatura | 0.9 ÷ 3.00 |
| alesatura | 0.9 ÷ 3.00 |
| barenatura | 0.5 ÷ 6.25 |
| tornitura | 0.5 ÷ 6.25 |
| finitura pietra diamantata | 0.25 ÷ 0.5 |
| rettifica | 0.125 ÷ 1.75 |
| levigatura | 0.125 ÷ 1.625 |
| brunitura | 0.125 ÷ 0.5 |
| lappatura | 0.05 ÷ 0.5 |
| lucidatura | 0.05 ÷ 0.5 |
| superfinitura | 0.025 ÷ 0.25 |